Metal stamping defects in buckle production cause significant waste, rework costs, and quality issues that damage brand reputation. From burrs and fractures to mis-strikes and dimensional inaccuracies, these problems stem from multiple factors in the stamping process that often go unaddressed until defective products reach final inspection.
Avoiding defects in stamped metal buckle production requires comprehensive process control including proper tooling design, precise material selection, optimized press parameters, regular maintenance schedules, and rigorous quality monitoring. The most successful manufacturers implement preventive measures at each production stage rather than relying on post-production inspection to catch defects. This systematic approach addresses root causes rather than symptoms.
The metal stamping industry faces approximately 5-8% scrap rates on average, with buckle production often experiencing higher rates due to complex geometries and aesthetic requirements. Implementing defect prevention strategies can reduce scrap rates to 1-2% while improving product quality and production efficiency. This guide examines the specific strategies that differentiate manufacturers who consistently produce flawless buckles from those struggling with quality issues.
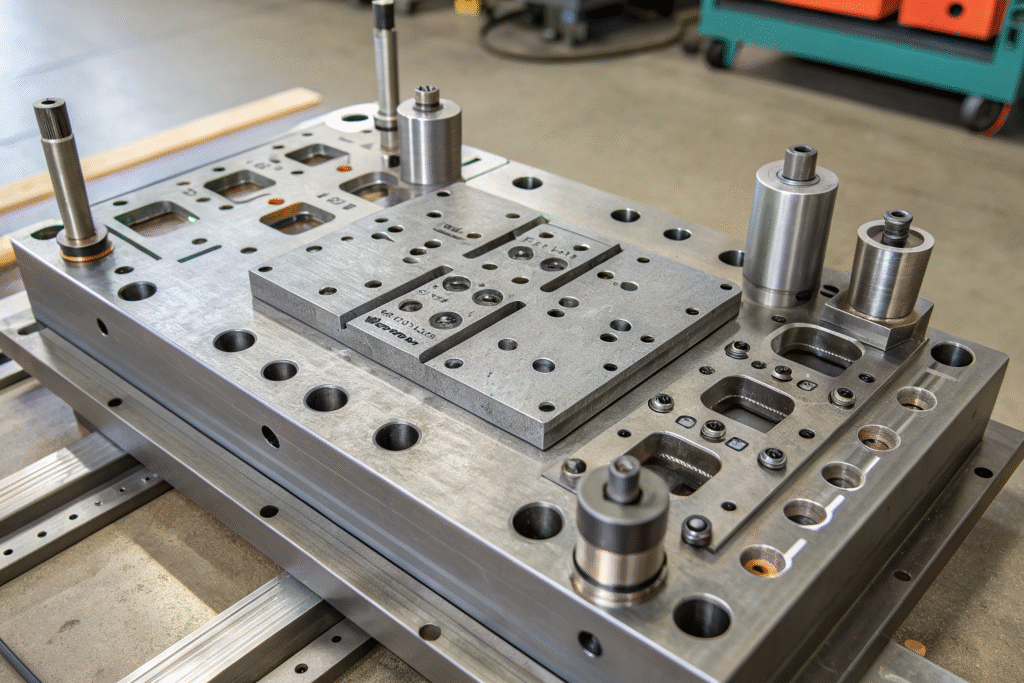
What Tooling Considerations Prevent Common Stamping Defects?
Tooling design and maintenance represent the foundation of defect-free stamping operations. Approximately 60% of stamping defects originate from tooling issues, making this the most critical area for defect prevention. Proper tooling addresses problems before they manifest in production.
Progressive dies with proper piloting systems ensure consistent material feeding and alignment, preventing mis-strikes and dimensional variations. The die design must include appropriate clearances for specific material thickness and characteristics. Corner radii should be sufficient to prevent material tearing, while punch-to-die alignment must be precise to avoid burr formation.
How Does Die Design Impact Burr Formation and Fractures?
Burrs form when punch and die clearances are incorrect or cutting edges become worn. The optimal clearance depends on material type and thickness—typically 5-12% of material thickness for most buckle metals. Regular sharpening of cutting edges maintains clean shearing action, while proper alignment prevents uneven wear that creates unilateral burring.
Fractures often occur at sharp internal corners where stress concentrates. Implementing generous radii in die design distributes stress more evenly, preventing micro-tears that lead to complete fractures. For intricate buckle designs, incorporating stepped forming operations rather than attempting complex shapes in single hits reduces stress on materials. This approach requires more sophisticated tooling but significantly reduces fracture defects.
What Maintenance Protocols Extend Tooling Life?
Scheduled maintenance prevents unexpected tooling failures that cause production defects. A comprehensive maintenance program includes regular cleaning, lubrication, and inspection of all tooling components. Cutting sections should be sharpened after specific production volumes rather than waiting for visible wear.
Documenting tooling performance through statistical process control helps identify wear patterns before they affect product quality. Establishing standard operating procedures for tooling changeover, including cleaning protocols and alignment verification, ensures consistent performance across production runs. These practices prevent the gradual quality degradation that often goes unnoticed until significant defects appear.
How Does Material Selection and Handling Affect Quality?
Material inconsistencies cause approximately 25% of stamping defects in buckle production. Variations in hardness, thickness, temper, and surface condition directly impact formability and finishing results. Proper material specification and handling prevent these variability-related defects.
Establishing material specifications that include hardness ranges, thickness tolerances, and temper requirements ensures consistency across shipments. Working with reputable mills and conducting incoming material verification prevents production problems before they begin. Proper storage conditions prevent corrosion and contamination that affect stamping quality.

What Material Properties Prevent Cracking and Springback?
The material's elongation percentage directly impacts its ability to withstand forming operations without cracking. For intricate buckle designs, materials with higher elongation percentages (20-30% for brass, 15-25% for steel) accommodate complex forms without failure. The material's n-value (strain hardening exponent) indicates how it distributes strain during forming operations.
Springback—the tendency of formed metal to partially return to its original shape—causes dimensional inaccuracy in finished buckles. Selecting materials with consistent temper and implementing compensation in tooling design addresses this issue. For critical buckle applications, materials with higher yield strength to tensile strength ratios typically exhibit less springback, maintaining formed shapes more accurately after stamping.
How Does Proper Material Preparation Prevent Surface Defects?
Surface defects like scratching, galling, and impression marks often originate from improper material handling before stamping. Using protective films during shipping and storage prevents surface damage that becomes visible after plating or polishing. Proper coil winding tension prevents edge damage that leads to cracking during stamping.
Blank preparation methods significantly impact edge quality. Laser cutting produces cleaner edges than traditional blanking for premium buckles, reducing the risk of edge cracking during subsequent forming operations. Implementing controlled blank washing processes removes contaminants that could cause plating defects later in production. These preparatory steps ensure materials enter the stamping process in optimal condition for defect-free production.
What Press Parameters Optimize Stamping Quality?
Press selection and parameter settings directly impact buckle quality. The wrong press or improper settings can introduce defects even with perfect tooling and materials. Understanding how press characteristics affect stamping outcomes is essential for defect prevention.
Press tonnage, speed, and parallelism must match the specific requirements of buckle production. Overloading presses causes deflection that misaligns tooling, while insufficient tonnage results in incomplete forming. The press's shut height and stroke length must provide adequate space for material flow and part ejection without binding.

How Do Press Speed and Tonnage Settings Affect Forming Quality?
Excessive press speed creates impact forces that can fracture brittle materials or cause mis-feeding. For intricate buckle designs, moderate speeds (20-60 SPM) typically provide the best balance between production efficiency and form quality. The tonnage must be sufficient to complete the forming operation without bottoming out the press, which causes impact damage to both tooling and parts.
Modern servo presses offer precise control over slide motion profiles, allowing optimization of approach, forming, and return speeds independently. This capability significantly reduces defects in complex buckle geometries by controlling material flow throughout the forming process. The initial investment in advanced press technology often pays back quickly through reduced scrap rates and improved product quality.
What Monitoring Systems Detect Developing Problems?
In-process monitoring systems provide real-time detection of developing defects before they affect entire production runs. Tonnage monitoring systems detect increasing pressure requirements that indicate tooling wear or material variations. Vision systems can inspect parts at production speeds, identifying surface defects immediately after stamping.
Vibration analysis identifies developing mechanical issues in presses before they cause quality problems. Thermal monitoring detects overheating in critical components that could lead to catastrophic failure. Implementing these Industry 4.0 technologies in stamping operations transforms quality control from reactive inspection to proactive prevention, significantly reducing defect rates in buckle production.
How Does Secondary Processing Introduce or Prevent Defects?
Secondary operations like plating, polishing, and assembly often introduce defects that weren't present after initial stamping. Understanding how these processes affect buckle quality allows implementation of preventive measures throughout production.
The handling methods between stamping and secondary operations significantly impact surface quality. Automated transfer systems prevent the scratching and denting that often occur with manual handling. Proper racking for plating operations ensures consistent coating thickness and prevents burning at contact points.

What Plating Considerations Prevent Finishing Defects?
Plating defects like blistering, peeling, and uneven coverage often originate from inadequate surface preparation before plating. Proper cleaning, rinsing, and activation processes ensure plating adhesion. Controlling plating bath chemistry and current density prevents burning, roughness, and poor coverage that compromise buckle appearance and durability.
The base material composition affects plating quality. Certain brass alloys and zinc content in die castings can cause plating defects through improper preparation. Implementing rigorous quality checks after each plating step identifies problems early, preventing the accumulation of value-added work on defective parts. This systematic approach reduces scrap costs significantly in plated buckle production.
How Does Assembly Process Design Impact Final Quality?
Assembly operations like attaching buckle frames to center bars or adding spring mechanisms introduce potential failure points if not properly designed and executed. Press-fit tolerances must account for material compression and springback to maintain secure assembly. Welding and brazing operations require precise parameter control to prevent distortion, discoloration, or weak joints.
Designing assembly fixtures that support components properly during joining operations prevents misalignment and stress concentration. Implementing poka-yoke (error-proofing) techniques in assembly prevents incorrect component orientation or missing elements. These measures ensure that the quality achieved through careful stamping and finishing is maintained through final assembly operations.
Conclusion
Preventing defects in stamped metal buckle production requires a systematic approach addressing tooling, materials, press operations, and secondary processing. The most successful manufacturers implement preventive measures at each production stage rather than relying on final inspection to catch defects. This proactive approach significantly reduces scrap rates while improving product quality and production efficiency.
The investment in proper tooling maintenance, material control, press monitoring, and process optimization delivers substantial returns through reduced waste, higher customer satisfaction, and stronger brand reputation. As buckle designs become more complex and quality expectations increase, manufacturers who master defect prevention will gain significant competitive advantages.
Ready to implement defect prevention strategies in your stamped metal buckle production? Contact our Business Director, Elaine, at elaine@fumaoclothing.com to discuss how our manufacturing expertise and quality systems can help you achieve consistently high-quality buckle production with minimal defects.