In a marketplace saturated with matte finishes and classic metallics, holographic effects offer a mesmerizing, futuristic allure that captures light and attention in equal measure. From rave fashion to high-end streetwear, the demand for iridescent, color-shifting accessories is soaring. But sourcing belts with a custom holographic effect—one that reflects your brand's specific color spectrum and pattern—moves far beyond ordering stock holographic vinyl. It's a deep dive into specialized material science and precision manufacturing. So, how do you navigate this glittering, complex supply chain to create a truly unique product?
To source belts with custom holographic effects, you must engage with manufacturers specializing in optical film lamination or vacuum metallization. The process requires creating a custom master hologram or diffraction grating, which is then used to emboss a specific pattern onto a polymer film or directly onto the belt material, followed by precise coating and lamination to ensure durability and color consistency. This is a high-tooling, low-margin-for-error production path.
For brands aiming to make a bold, signature statement, a custom holographic belt can be a centerpiece item. However, the journey from concept to wearable art requires understanding the technology, vetting specialized suppliers, and managing a meticulous production process. Let's illuminate the path.
What Technologies Create Custom Holographic Finishes?
The shimmering, rainbow effect isn't a pigment; it's physics. Holography on consumer goods is typically embossed holography, where a microscopic pattern (a diffraction grating) is stamped onto a surface, splitting light into its component colors. The "custom" aspect lies in designing that microscopic pattern and the method of applying it to a flexible, durable belt material.
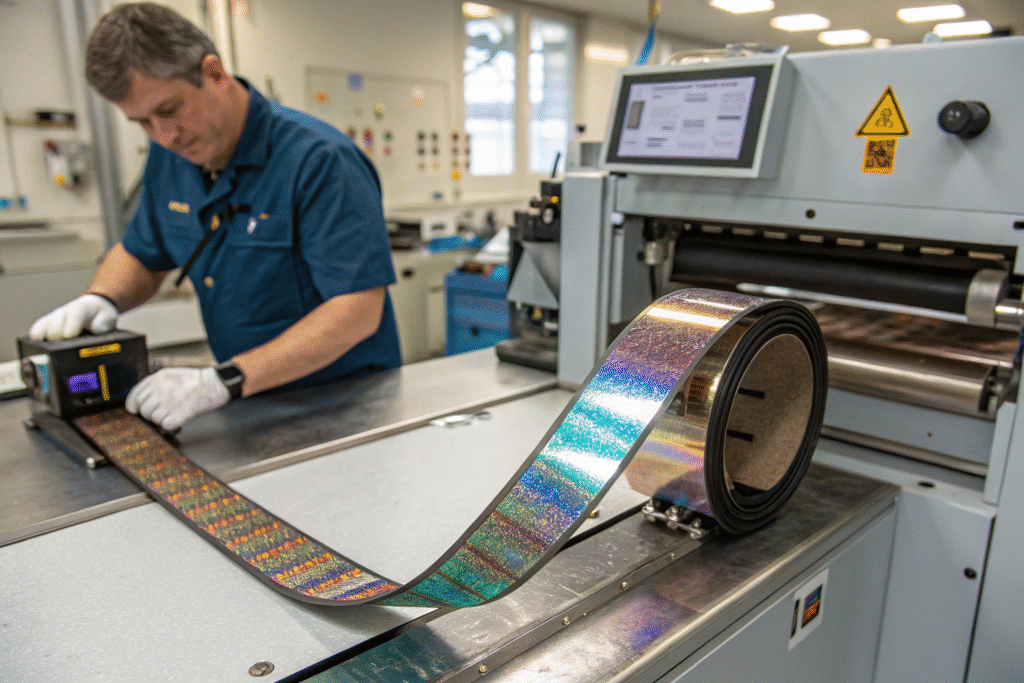
Primary technologies include: Embossed Holographic Film Lamination, where a pre-made film is heat-bonded to a belt strap; Direct Roll-to-Roll Embossing, where the pattern is stamped directly onto a coated belt material; and Variable Data Holography, which allows for unique serialized patterns. The choice depends on volume, pattern complexity, and substrate (leather, PU, fabric).

How is a Custom Master Hologram Created?
This is the first and most critical step. You don't design a rainbow; you design the prism. A master hologram is created using laser interference lithography in a vibration-isolated lab. Your design—which could be a geometric pattern, a logo, a dot matrix, or a kinetic swirl—is translated into a digital file that controls the laser, etching the nano-scale grooves into a glass or photoresist master. This master is then used to create nickel shims (metal stamping dies) for the embossing process. Creating a custom master is a significant NRE (Non-Recurring Engineering) cost, often ranging from $1,500 to $5,000+, but it grants exclusive rights to that specific holographic pattern. Reputable holographic film suppliers like Light Impressions or K Laser specialize in this.
What's the Difference Between Standard and Dichroic Effects?
- Standard Holographic/2D Rainbow: The classic rainbow effect. The grating is uniform, producing a predictable color shift (ROYGBIV) as the viewing angle changes.
- Custom 2D/3D Holograms: Can create the illusion of depth, movement, or even specific images (like a floating skull). More complex and expensive.
- Dichroic/Diffractive Effects: These use thin-film interference (like oil on water) rather than diffraction. Achieved with dielectric coatings (multiple layers of transparent metallic oxides) applied in a vacuum chamber. They offer more metallic, color-specific shifts (e.g., gold-to-green, blue-to-purple) rather than a full rainbow and are often seen as more premium. This technology, borrowed from optical filters and aerospace, is now accessible for fashion.
How to Find and Vet a Specialized Holographics Supplier?
Your standard belt factory is unlikely to have holographic embossing lines in-house. Sourcing becomes a two-tier process: first, finding the holographic film or coating specialist, and second, finding a belt manufacturer skilled in laminating or working with these delicate, technical materials. Often, the belt factory will manage this sub-supplier relationship for you.
Look for suppliers with: in-house master origination and shim making capabilities, roll-to-roll embossing and coating lines, expertise in lamination adhesives for flexible goods, and a portfolio showing work on wearable accessories (not just packaging). They should understand durability requirements for fashion items—abrasion, flex, and UV resistance.

What Are the Key Questions to Ask a Potential Supplier?
- "Can you walk me from our vector design to a production shim?" (Tests their end-to-end capability).
- "What are your standard and maximum web widths?" (Must accommodate belt strap widths, typically 1.5" to 3").
- "What substrates do you typically coat/laminate to? Can you provide samples on PU, PVC, or finished leather?"
- "What are the abrasion and wash fastness ratings of your standard transfer films? Do you offer enhanced hard-coat options?"
- "What is your MOQ for a custom master and for production footage?" (MOQs can be high, e.g., 1,000 linear meters).
A competent supplier will provide a technical data sheet for their films, detailing adhesion strength (peel strength in N/cm), flex endurance, and lightfastness ratings. They should also discuss registration if your design requires precise alignment on the belt.
Why is Sampling More Complex and Critical?
Expect a multi-stage sampling process with the holographics supplier before the belt factory even makes a strap.
- Design Proof: A small swatch showing the embossed pattern and color effect, approved under various light sources.
- Lamination Proof: The holographic film laminated to your chosen base material (e.g., black PU cowhide), tested for adhesion and flex.
- Finished Belt Prototype: From the belt factory, testing cut edges, stitching (which can crack the film), buckle attachment, and overall durability.
Each stage may incur costs, but skipping them risks a bulk order of belts that delaminate, crack, or have an undesired color effect.
What Are the Material and Durability Considerations?
A holographic belt must survive the real world: constant flexing at the waist, abrasion from clothing and seating, exposure to sweat and UV light, and the stress of buckle adjustment. The ethereal beauty of the effect is useless if it scratches off in a week. The choice of base material, coating, and construction is paramount.
Durability hinges on: the hardness and flexibility of the top coat (often a UV-cured resin), the adhesion strength of the adhesive layer, the inherent flexibility of the base substrate (PU is often better than stiff leather), and edge sealing techniques to prevent delamination at cut edges. A belt is a high-flex item, so standard packaging-grade holographics will fail.
How to Specify a Durable Holographic Finish?
Work with your suppliers to specify performance benchmarks:
- Abrasion Resistance: Should meet or exceed Martindale cycles appropriate for apparel (e.g., >20,000 cycles for moderate durability).
- Flex Resistance: Must pass a cold bend test (e.g., -10°C for 24 hours, then bent 180°) and a cyclic flex test (e.g., 50,000 cycles) without cracking.
- Adhesion (Peel Strength): The laminate should have a 90-degree peel strength of >3 N/cm as per ASTM D3330.
- UV Resistance: The dyes and metals in the coating should be rated for a certain number of hours in a QUV Accelerated Weathering Tester without significant fading or color shift.
Often, this requires a hard-coat lamination process, where the embossed and metallized film is coated with a thick, flexible, and clear protective layer (like polyurethane or acrylic) before being laminated to the belt substrate. This adds cost but is non-negotiable for quality.
What Base Materials Work Best?
- Synthetic Leather (PU/PVC): The most common and reliable base. It's uniformly smooth, flexible, and provides a consistent surface for lamination. High-quality, rotary-tanned PU is ideal.
- Real Leather: Challenging. The natural grain texture can show through, disrupting the holographic effect. It requires a heavy filling and coating process that can make the leather stiff. Not recommended for fine, detailed holography.
- Textile (Polyester, Nylon): Can be coated directly via transfer foil heat pressing, but the texture may be visible. Better for a "scattered glitter" effect than a sharp, mirror-like hologram.
The belt factory must be experienced in handling laminated materials—using razor-sharp clicker dies for cutting, avoiding excessive heat during sealing, and using compatible threads and adhesives.
What Are the Cost, MOQ, and Lead Time Realities?
Custom holography is not for low-volume test runs. The investment in the master shim and the setup of the embossing line necessitates significant minimum quantities and longer lead times. Understanding this upfront is crucial for budgeting and planning.
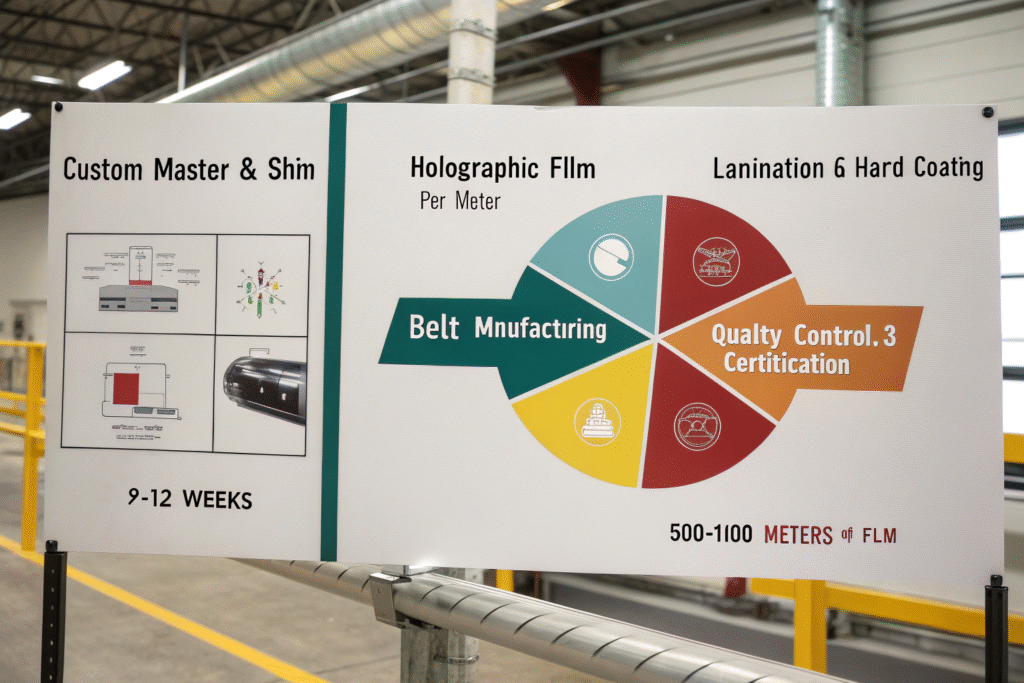
The cost structure is dominated by high NRE for the master shim, a substantial MOQ for the custom film (often 500-1000 linear meters), and a premium for hard-coat lamination. Lead times from design approval to finished belts typically range from 8 to 12 weeks, with the holographic film production being the longest pole.
What is a Typical Budget and MOQ Breakdown?
Let's model a hypothetical order:
- NRE (One-time): $2,000 - $5,000 for the custom master and shim.
- Film Cost per Meter: $5 - $15/meter, depending on complexity, width, and coating. For a 1.5-inch wide belt, 1 meter yields about 26 belts (excluding waste).
- MOQ: Supplier may require a minimum film order of 500 meters. That's ~13,000 belts worth of material just for the film. However, they may stock the master and allow you to run smaller batches later at a higher per-meter cost.
- Belt Manufacturing Cost: Standard belt assembly cost, plus a premium for handling and cutting the delicate laminated material.
This often pushes the viable production quantity into the thousands of units to amortize the NRE and achieve a reasonable per-unit cost. For smaller brands, exploring a stock holographic pattern from the supplier's library is a far more cost-effective entry point.
How to Manage Lead Times and Production Planning?
The sequence is linear and cannot be rushed without quality sacrifice:
- Weeks 1-3: Design finalization, master origination, and shim production.
- Weeks 4-6: Film production run (embossing, metallizing, coating).
- Week 7: Shipment of film to belt factory.
- Weeks 8-10: Belt manufacturing (cutting, fitting, finishing).
- Week 11: Final QC and shipping.
Planning must account for this. A reliable supply chain manager (like your belt factory) will coordinate these steps and provide transparent milestones. Using project management tools for tracking is highly recommended.
Conclusion
Sourcing belts with custom holographic effects is a journey into a niche intersection of optical engineering and fashion manufacturing. It demands a partnership with specialized holographics suppliers, a clear understanding of durability science, and a commitment to significant upfront investment and volume. The reward, however, is a product of captivating, unique beauty that can define a brand's visual identity and command attention in a crowded marketplace.
For brands ready to make that investment, the key is meticulous supplier vetting, rigorous prototyping focused on real-world wear, and strategic planning around cost and volume. By respecting the complexities of the technology and the supply chain, you can transform a dazzling visual concept into a durable, wearable reality that shines as brightly in quality as it does in effect.
If your vision includes creating show-stopping, holographic statement belts, partnering with a manufacturer that has established pipelines to certified holographic film producers is essential. We have the expertise to guide you through pattern selection, durability specification, and the intricate production process. Contact our Business Director, Elaine, to start the conversation about bringing your luminous vision to life: elaine@fumaoclothing.com. Let's create something that bends light—and perception.