In the competitive landscape of fashion accessories, PU leather belts and PVC belts offer a compelling combination of style, affordability, and versatility, making them staples for fast fashion, seasonal lines, and vegan-friendly collections. However, the market is flooded with vast quality disparities. A belt that looks pristine in a sample can crack, peel, or discolor after minimal wear, leading to devastating returns and brand damage. For brands and buyers, the critical challenge is moving beyond a visual inspection to perform a rigorous, pre-production quality verification that predicts real-world performance. So, how can you de-risk your bulk order and ensure the synthetic belts you source are durable, safe, and meet your specifications?
Verifying the quality of a PU/PVC belt before bulk ordering requires a multi-stage due diligence process: obtaining and destructively testing representative pre-production samples, conducting standardized lab tests on material properties, scrutinizing construction details, and validating the supplier's compliance documentation. This proactive approach identifies failures in adhesion, colorfastness, flexibility, and safety long before production begins.
This isn't about trust; it's about verification. Let's outline a concrete checklist to separate high-quality synthetic belts from impending customer complaints.
What physical tests can you perform on a pre-production sample?
Before you even request lab reports, you can conduct several revealing physical tests on the pre-production sample (PPS) or gold seal sample. These hands-on tests simulate basic wear and tear and can immediately flag substandard materials.
Key physical tests include: the manual peel test (checking layer adhesion), the fold/flex test (assessing crack resistance), the scratch test (evaluating surface coating durability), the rub test (preliminary colorfastness check), and precise measurement of thickness and weight to ensure consistency with your technical pack (tech pack) specifications.
Treat the sample not as a showpiece, but as a prototype to be destructively tested. Your goal is to find its breaking points before your customers do.

How to conduct a conclusive peel and delamination test?
Delamination—the separation of the PU/PVC surface layer from its fabric backing—is the most common catastrophic failure.
- Method: At an inconspicuous spot (like the belt end), use a utility knife to carefully separate a small corner of the synthetic layer from the backing. Then, using your fingers or pliers, try to peel the layers apart.
- Assessment: High-quality material will resist peeling forcefully; the bond should be stronger than the material itself, potentially causing the PU layer to tear before it separates from the backing. Low-quality material will peel away cleanly and easily, like a sticker, indicating weak adhesive or poor bonding during the lamination process. This is a non-negotiable fail point.
This simple test is a powerful first filter. A belt that fails this will inevitably bubble and peel in real-world use.
What does a thorough fold/flex test reveal about plasticizer content?
PU leather and PVC require plasticizers to remain flexible. Low-quality or incorrectly formulated material will crack when repeatedly flexed.
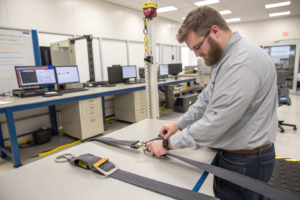
- Cold Flex Test: Fold the belt sample (finished side out) tightly over a mandrel (a pen or a specific diameter rod as per your spec, e.g., 10mm) and hold for 10-15 seconds. Do this repeatedly along the belt's length. Then, examine the crease line under good light.
- Assessment: High-quality material will show no cracks, whitening (a sign of stress), or permanent creasing. Low-quality material will exhibit micro-cracks, a white "stress mark," or even a visible fracture line. This predicts how the belt will perform at the waist with daily sitting and bending.
- Cold Chamber Test (Advanced): For belts meant for colder climates, you can place a sample in a household freezer for 4 hours, then immediately perform the flex test. Inferior materials become brittle and crack instantly.
What laboratory tests provide non-negotiable quality data?
While physical tests are insightful, standardized laboratory tests provide objective, numerical data that forms the basis of your quality agreement with the supplier. Requiring these reports shifts the conversation from subjective opinion to factual compliance.
Essential lab tests include: Colorfastness to Rubbing (Dry and Wet) per AATCC 8 or ISO 105-X12, Colorfastness to Perspiration (Acid & Alkaline) per ISO 105-E04, Crack Resistance (for PVC/PU coating) per ASTM D6131 or similar, Peel Strength (for laminated layers) per ASTM D903 or ISO 11339, and Tensile Strength & Tear Strength of the backing fabric.
These tests should be conducted by an accredited third-party lab (e.g., SGS, Intertek, Bureau Veritas) on material swatches or finished belts from the exact same batch of raw materials planned for production.

Why are dry and wet crocking tests critical for synthetic belts?
Color transfer is a major issue, especially with dark-colored synthetic belts onto light clothing.
- Dry Crocking Test: Measures color transfer from dry friction. A rating of 4-5 (on a 1-5 scale) is good for most applications.
- Wet Crocking Test: Measures color transfer when the material is wet (from sweat or rain). This is often more challenging. A significant drop in rating from dry to wet indicates poor dye fixation or coating.
- Real-World Implication: Failing these tests means customer returns for ruined shirts and negative reviews. Never skip them. The test report should explicitly state the rating numbers.
How do adhesion and crack resistance tests predict longevity?
These two tests directly correlate to the belt's usable lifespan.
- Peel Strength (Adhesion): This quantifies what your manual peel test indicated. The lab report will provide a force-per-width measurement (e.g., N/cm or lb/in). Set a minimum acceptable threshold with your supplier (e.g., > 3.0 N/cm). Low peel strength guarantees delamination.
- Crack Resistance (Cold Bend): A formalized flex test at a specified low temperature (e.g., -10°C). The lab will report the number of cycles until cracking or the pass/fail result at a set number of cycles. This scientifically verifies the plasticizer's quality and sufficiency.
Demand to see these test reports for the specific material grade being quoted. Do not accept generic reports for "similar" materials.
How to audit construction and finishing details?
Even with perfect material, poor construction will doom the product. Your inspection must extend to every component and assembly step.
Audit these construction details: Stitch quality (SPI - stitches per inch, thread type - polyester is mandatory, lock stitches at ends), buckle attachment security (rivets should be smooth and flat, stitching should be tight and reinforced), edge painting or sealing (should be even, smooth, and not crack when bent), consistency of embossing or grain pattern, and overall symmetry and finishing (no glue stains, misaligned parts, or rough edges).
These elements speak to the factory's manufacturing capability and attention to detail. Sloppy construction is often a proxy for broader quality management issues.

What are the red flags in stitching and hardware attachment?
- Stitching:
- Thread: The use of cotton thread is a major red flag; it rots and breaks. Insist on nylon or polyester.
- Density: Stitches that are too sparse (low SPI) create weak seams. Check for consistency.
- Locking: Ends must be properly back-tacked or bar-tacked. Pull on the thread end; it should not unravel.
- Hardware Attachment:
- Rivets: They should be smooth, centered, and have no sharp burrs on the back. Perform a pull test: try to forcefully separate the buckle from the strap. It should not budge.
- Loops & Keepers: These should be securely attached and properly aligned. A floppy or misaligned keeper looks cheap and fails functionally.
Why is edge finishing a key indicator of overall craftsmanship?
The edge finishing is one of the most difficult and telling details to execute well.
- PU/PVC Coated Edges: The coating should be even, fully cover the fabric core, and be flexible. It should not chip or separate when the belt is flexed.
- Painted Edges: The paint should be a perfect match, applied smoothly without drips, and should not crack. Rub your finger firmly across it; low-quality paint will feel tacky or chalky.
- Unfinished/Fused Edges: For some styles, edges are heat-cut and fused. They should be clean, uniform, and not fray.
Poor edge work is often the first place a belt shows wear and is a clear sign the factory cuts corners.
What compliance and documentation must you verify?
For market access and consumer safety, regulatory compliance is not optional. Your verification must extend to chemical safety and the supplier's ability to provide proof.
Mandatory verifications include: REACH (EU) compliance for restricted substances (especially phthalates like DEHP, DBP, BBP in PVC), CPSIA (USA) compliance for lead content, CA Prop 65 warnings if applicable, and the supplier's General Conformity Certificate (GCC) or Supplier's Declaration of Conformity (SDoC). For the material itself, a Material Safety Data Sheet (MSDS) or Test Report for AZO dyes, formaldehyde, and heavy metals is essential.
Failure here can result in seized shipments, fines, and irreparable brand harm.
How to interpret a lab report for phthalates and heavy metals?
Do not just accept a certificate that says "PASS." Request the full test report.
- Phthalates: Look for specific test results for DEHP, DBP, BBP, etc. The report should show the detected amount (e.g., "ND" for Non-Detected or a value below 0.1% by weight, which is the common restriction).
- Heavy Metals (Lead, Cadmium): Results should be well below the CPSIA limits (e.g., lead < 100 ppm for children's items, < 300 ppm for general use).
- Lab Accreditation: Ensure the testing lab is accredited (e.g., CNAS, ILAC, UKAS). The report should have a unique ID and be recent (within the last 12-24 months).
Cross-reference the report's sample description (material type, color) with your product to ensure it's relevant.
What should a professional supplier's tech pack and QC checklist include?
A competent supplier will have a systematic approach. Request their internal documents:
- Technical Data Sheet for the PU/PVC Material: Should include specifications for thickness, weight, tensile strength, peel strength, and cold crack temperature.
- Incoming Quality Control (IQC) Checklist: Shows how they inspect incoming rolls of material against their own standards.
- In-Process and Final QC Checklists: Details the points they check during production and before shipment (dimensions, color, workmanship, function, packaging).
A supplier that cannot provide these likely lacks a structured quality management system, increasing your risk.
Conclusion
Verifying the quality of PU leather and PVC belts before bulk ordering is a disciplined, evidence-based process that blends hands-on sample destruction, standardized laboratory validation, meticulous construction auditing, and rigorous documentation review. It transforms quality assurance from a reactive post-shipment inspection into a proactive risk management strategy. By investing time in this pre-production due diligence, you secure not just a product, but your brand's reputation, customer loyalty, and bottom line.
The cost of comprehensive sampling and testing is negligible compared to the cost of a failed product launch. Partner with suppliers who welcome this level of scrutiny and can provide the data to back up their quality claims. If you are looking to source high-performance, reliable synthetic belts and need a partner with transparent processes and verifiable quality controls, we invite you to discuss your requirements. Contact our Business Director, Elaine, at elaine@fumaoclothing.com to begin a partnership built on proven quality, not just promises.