In high-risk environments like firefighting, industrial manufacturing, welding, and electrical utilities, a belt is not just an accessory—it's a critical piece of personal protective equipment (PPE). The standard leather or nylon belt becomes a catastrophic liability when exposed to extreme heat, flames, or molten metal splash. The quest for true fireproof belts has driven material science beyond simple flame-retardant treatments to radical innovations that can withstand direct fire contact and protect the wearer. So, what are the materials redefining this life-saving category?
The top material innovations in fireproof belts are centered on high-performance inorganic fibers and advanced composites: Aramid Fiber Blends (beyond standard Nomex), Pre-Oxidized Polyacrylonitrile (PAN) Fibers, Silica-based Fabrics, and Multi-Layer Composites incorporating Aerogel or Intumescent coatings. These materials offer sustained thermal protection, resistance to direct flame impingement, and structural integrity at temperatures where traditional materials would fail or melt.
For manufacturers serving the professional safety, military, and heavy industrial markets, these innovations are not about features—they are about meeting and exceeding rigorous international safety standards and saving lives. Let's explore the cutting-edge materials that make a belt genuinely fireproof.
How Have Aramid Fibers Evolved for Extreme Heat?
Aramid fibers, famously known by brand names like DuPont's Nomex (meta-aramid) and Kevlar (para-aramid), have been the backbone of heat and flame-resistant apparel for decades. However, for a belt subjected to continuous abrasion, tension, and potential direct flame, standard aramid webbings have limitations. The latest innovations involve sophisticated blends and new copolymer chemistries that push performance boundaries.
Modern aramid innovations for fireproof belts include: para-aramid/meta-aramid core-sheath blends for balanced cut/heat protection, arimid fibers (a more thermally stable class), and aramid fibers infused with nano-scale refractory particles (like silicon carbide) to enhance thermal shielding and reduce thermal conductivity. These advanced webbings offer continuous operating temperatures exceeding 400°C and brief exposure resistance over 800°C.
What Are the Limitations of Standard Aramid and the Next-Gen Solutions?
Standard meta-aramid (Nomex) chars and thickens when exposed to flame, providing excellent insulation but can degrade under prolonged direct flame. Para-aramid (Kevlar) has higher tensile strength and better resistance to thermal degradation but is more susceptible to UV degradation and can lose strength in humid conditions when hot.
The innovations address these gaps:
- Core-Sheath Constructions: A belt webbing might use a para-aramid core for strength, wrapped in a meta-aramid sheath for optimal char-forming insulation. This combines the best of both.
- Arimid Fibers (e.g., Rusar, Armos): These are aramids with a different polymer backbone, offering even higher thermal stability (up to 450-500°C continuous use) and inherent resistance to flame erosion. They are emerging in aerospace and military applications.
- Nanoparticle Infusion: Incorporating ceramic nanoparticles into the fiber matrix creates a physical barrier to heat transfer, significantly improving the material's thermal protective performance (TPP) rating. This turns the fiber itself into a more effective heat shield.
How Do These Materials Perform in Real-World Belt Applications?
In a belt, these advanced aramids must be woven into a dense, durable webbing. They are often used in conjunction with fire-resistant stitching thread (made from the same fibers) to prevent thread failure. The resulting belt is lightweight, flexible, and possesses high tensile strength, but its primary function is to not fail when exposed to a flash fire or radiant heat. It will char on the surface but will not melt, drip, or ignite, maintaining its integrity to hold tools or secure clothing. This is critical for allowing a worker to egress a hazardous situation.
What Role Do Silica and Pre-Oxidized PAN Fibers Play?
For applications involving direct flame, molten metal splash (foundries, welding), or short-term exposure to extreme temperatures (e.g., firefighting proximity gear), materials like silica and pre-oxidized PAN fibers are the gold standard. They move beyond organic polymers into the realm of inorganic and carbon-based materials that are inherently non-flammable.
Silica-based fabrics (high-purity amorphous silica) and Pre-Oxidized PAN fibers (branded as PANOX, Pyron) offer near-incombustibility. Silica fabrics provide excellent thermal insulation and radiant heat reflection up to 1100°C, while pre-oxidized PAN fibers carbonize to form a strong, flexible char that resists further oxidation, operating continuously up to 250-300°C in air.
Why is Silica Fabric Considered a "Fireproof" Material?
Silica fabric is woven from high-purity (99.95%+) amorphous silica fibers. Unlike crystalline silica, this form is safe to handle. Its properties are extraordinary:
- Extreme Temperature Resistance: Softens at ~1700°C. It is effectively incombustible.
- Low Thermal Conductivity: It is an excellent insulator, protecting the wearer from radiant heat.
- Chemical Inertness: Resists most acids and molten metals.
- Dielectric Strength: Non-conductive, making it suitable for electrical arc flash protection.
For belts in aluminum smelting or glass manufacturing, where molten material splash is a risk, a silica belt will not ignite or transfer heat rapidly. However, pure silica fabric can be somewhat brittle with repeated flexing. Innovations involve blending it with a small percentage of high-temperature resistant organic fibers (like arimid) or using special coatings to improve abrasion resistance without compromising fireproof qualities.
How Do Pre-Oxidized PAN Fibers Work?
Pre-Oxidized Polyacrylonitrile (PAN) fibers, such as PANOX or Pyron, are a unique intermediate between organic fiber and pure carbon fiber. The PAN precursor is thermally stabilized (oxidized) in a controlled process, creating a fiber that is already partially carbonized and will not melt or burn in air. When exposed to flame, it forms a protective, intumescent char that insulates. Its key advantage is flexibility and comfort compared to more rigid silica or fiberglass. It feels more like a traditional textile but offers far superior fire resistance, making it ideal for belts in proximity firefighting or racing where mobility is crucial.
What Are Multi-Layer Composites and Smart Coatings?
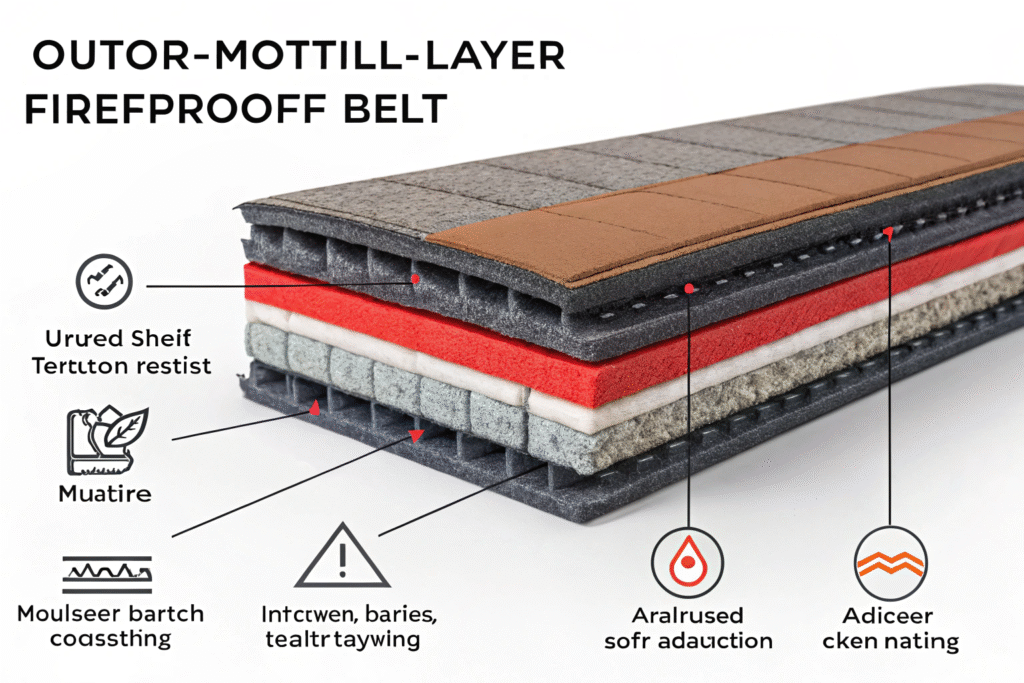
The most advanced fireproof belts are not made from a single material but are engineered systems. They combine multiple layers, each with a specific function, to provide holistic protection that exceeds the sum of its parts. This is where aerospace and military technology trickles down into industrial PPE.
Multi-layer composites for fireproof belts integrate: a high-strength, abrasion-resistant outer shell (advanced aramid), a moisture barrier that also may be intumescent, a core thermal insulating layer (often featuring aerogels or phase-change materials), and an inner comfort layer of wicking, flame-resistant fabric. Smart coatings, such as intumescent or ceramic-based coatings, add active protective responses.
How Do Intumescent and Aerogel Layers Work?
- Intumescent Coatings/Interlayers: These are smart materials that remain inert at normal temperatures but expand dramatically (up to 100x) when heated, forming a thick, insulating carbonaceous char. In a belt, a thin intumescent layer between the shell and insulation can expand to fill gaps and create an additional thermal barrier, protecting the buckle attachment points and the wearer's body from heat transfer through conduction.
- Aerogel Insulation: Aerogels are the world's best solid insulators, with incredibly low thermal conductivity. Thin, flexible aerogel blankets (often silica-based) can be incorporated as a core layer. They provide exceptional insulation with minimal thickness, preventing the belt from becoming bulky while offering unmatched protection against radiant and conducted heat. This is a breakthrough for belts where mobility and dexterity are non-negotiable.
What is the Role of Smart Ceramic Coatings?
Advanced ceramic coatings, often slurry-based with alumina, zirconia, or boron compounds, can be applied to the outer shell of a belt. These coatings provide:
- Enhanced Ablative Performance: They slowly erode under extreme heat, sacrificing themselves to carry away thermal energy.
- Molten Metal Shedding: They create a non-stick surface that encourages molten metal to bead up and roll off.
- Improved Abrasion Resistance: They protect the underlying high-tech fibers from mechanical wear.
This turns the belt's surface into an active, sacrificial shield, significantly extending the functional life of the inner insulating layers during an incident.
How Are These Innovations Validated and Certified?
For end-users in life-or-death professions, trust cannot be based on marketing claims. Every material innovation must be validated through brutal, standardized testing that simulates real-world thermal threats. Compliance with specific certifications is not optional; it is the legal and ethical foundation of the product.
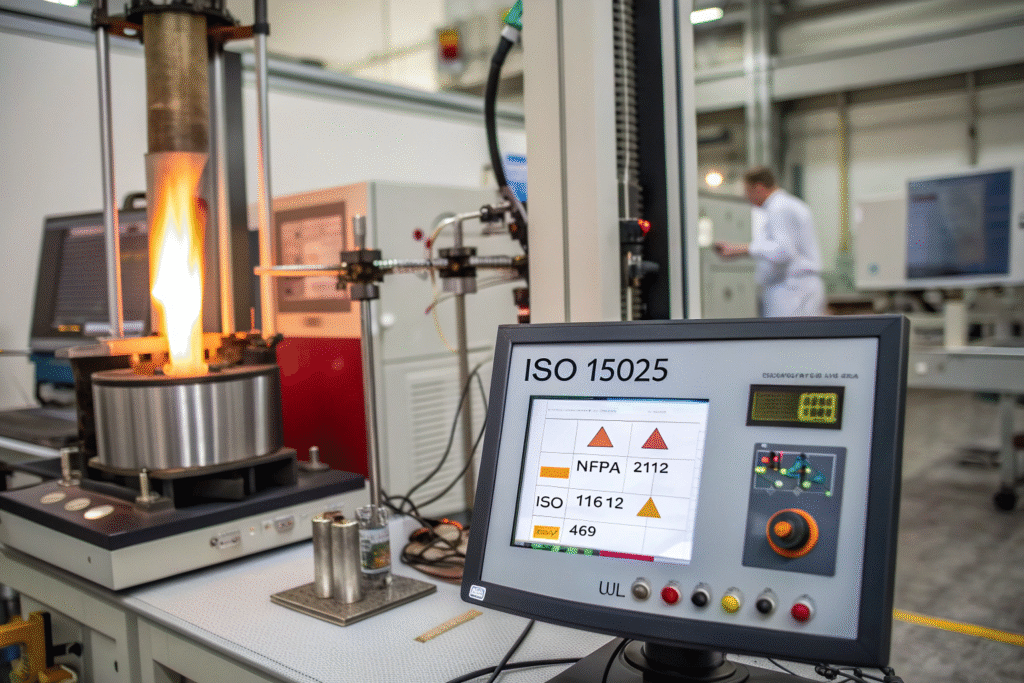
Key validations for fireproof belts come from standards such as NFPA 2112 (Standard on Flame-Resistant Garments for Protection of Industrial Personnel Against Flash Fire), ISO 11612 (Protective clothing against heat and flame), and EN 469 (Firefighters' protective clothing). Testing includes vertical flame tests, convective heat resistance (RHTI), radiant heat resistance (RHTIii), and molten metal splash resistance (MMS).
What Do Critical Tests Like RHTI and MMS Measure?
- Radiant Heat Transfer Index (RHTI / RHTIii): Measures how long the material prevents a second-degree burn when exposed to a standardized radiant heat source (e.g., 40 kW/m²). This directly tests the insulating efficacy of the composite layers. A belt claiming fireproof status for radiant heat must have a high RHTI value.
- Molten Metal Splash (MMS): The material is exposed to a shower of molten iron or aluminum. It is evaluated on whether it ignites, whether the metal adheres, and the degree of heat transfer to the back. This test is essential for belts in foundries and welding.
- Vertical Flame Test (ASTM D6413 / ISO 15025): The baseline test: after a 12-second direct flame application, the material must not continue to burn, must have a limited after-flame and after-glow time, and must not melt or drip.
Manufacturers must provide test reports from accredited third-party labs like UL Solutions or SATRA for each material batch and final product configuration.
Why is Component-Level Certification Crucial?
A fireproof belt is a system: webbing, stitching thread, buckle, and any plastic D-rings or keepers. Each component must be rated for the same thermal exposure. A belt made from silica fabric will fail if stitched with standard polyester thread that melts at 250°C. Therefore, certifications like NFPA 2112 require the entire assembly to be tested and certified. The buckle, often a critical point of failure, must be made from materials like titanium, stainless steel, or specially formulated high-temperature polymers that won't deform or transfer heat. Sourcing requires a manufacturer that understands and controls this full PPE certification ecosystem.
Conclusion
The top material innovations in fireproof belts—advanced aramids, silica fabrics, pre-oxidized PAN fibers, and sophisticated multi-layer composites with aerogel and intumescent technologies—represent a life-saving convergence of materials science and rigorous safety engineering. They are designed not just to resist ignition, but to actively insulate, protect, and maintain structural integrity in the most extreme thermal environments imaginable.
For manufacturers and brands serving the professional safety market, adopting these innovations is a serious commitment to quality and duty of care. It requires deep technical partnerships with fiber producers, a mastery of composite assembly, and an unwavering dedication to third-party validation. The resulting product is a testament to the belief that even the most utilitarian item, like a belt, can be engineered to the highest possible standard to protect those who face danger as part of their job.
If your mission involves developing the next generation of life-saving safety gear, partnering with a manufacturer at the forefront of high-performance material integration is essential. We specialize in sourcing certified, cutting-edge materials and constructing them into reliable, compliant PPE. Contact our Business Director, Elaine, to discuss engineering belts that meet the fire: elaine@fumaoclothing.com. Let's build safety from the ground up.